办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

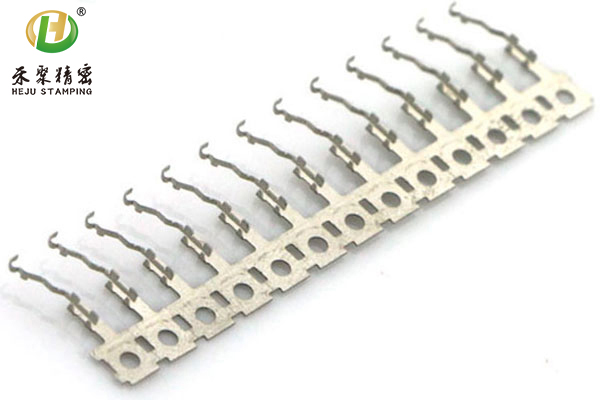
如果五金弹片在冲压过程中发生了扭曲的现象,其主要原因是受到了冲裁力的影响,在冲裁时有间隙的存在会迫使材料在凹模的一侧受拉伸而靠凸模侧受压缩,因此五金冲压厂要在冲裁时,对其材料进行压紧是防止五金弹片产生扭曲的有效方法。
五金弹片

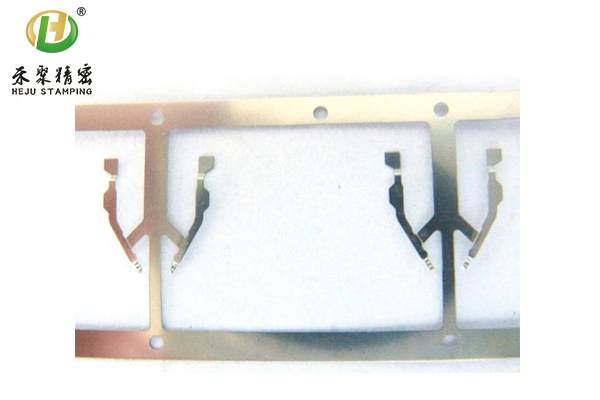
要想想避免五金弹片冲压过程产生扭曲有以下办法:
首先要对五金弹片模具设计合理化,下料的先后顺序安排也会对工件成形的精度照成影响,如果是针对冲压件细小部位的下料,我们常用的办法是先安排面积较大的冲切下料,然后再安排面积较小的冲切下料,以此来减轻冲裁力对五金弹片的影响,压紧材料,首先必须要改进传统的模具设计方式,使冲压中卸料板运动平衡,而材料又能够被压紧。在关键成形部位,卸料板须做镶块式结构。
五金弹片

冲头刃口端部修成斜面或弧形,可以起到减缓冲裁力的作用,如果减缓冲裁力,就等于减轻对凹模一侧材料的拉伸力,从而达到避免五金弹片产生翻料、扭曲等现象。
上述就是禾聚精密30多年来常用到的解决五金弹片冲压过程中避免扭曲的方法了,你们都学会了嘛?如果还想了解更多关于五金弹片的资讯,敬请关注,我们会经常分享关于这方面的各种知识及案例的。

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除

 在线咨询
在线咨询